ピストンロッド自動外観検査機
 |
ショックアブソーバには致命的なオイル漏れ。
その原因となるピストンロッドの傷、ピンホール、打痕などを、
超高精度に検出!
ピストンロッドの外見検査で悩んでいませんか?
人による目視検査には限界がある・・・
- ツメの引っかかり具合などの感覚では、検査員によって判定にバラつきがでる
- 検査員の疲れ、体調、集中力により検査精度が低下する
- 納入元または納入先との共通した品質基準の共有が困難
など・・・
テインではこういった問題を解決するため、
超高精度のピストンロッド自動外観検査機を開発しました!
 |
ピストンロッド自動外観検査機 4つの特徴
1. [超高精度の外観不良検出]
線傷、ピンホール、打痕、スクラッチなど、ピストンロッドの様々な外観不良を超高精度に検出します。
2. [任意に設定できる多様な検出性能]
多様なアルゴリズムで様々な条件、レベルの外観不良を検出可能。
- ピストンロッド用、倒立式インサートパイプ用のアルゴリズムを標準装備
- アルゴリズムは任意に設定が可能
3.[本体は徹底的にシンプル操作、簡単段取]
多品種少量生産のテインで考えつくされた、非常にシンプルな操作性と簡単な段取り。
- ピストンロッド径の変更はセレクトボタンで選択
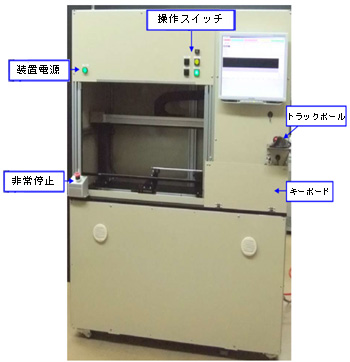
 |
| 本体の操作系ボタンはこの4つのみ |
- 端面検出機能により、工具を使用した面倒な段取り作業やL寸入力などは一切不要
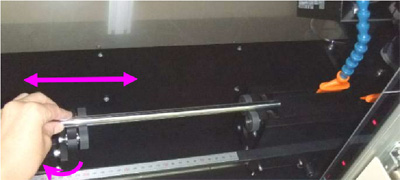 |
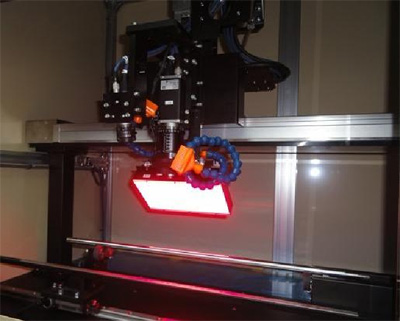
| 検査品をローラーユニットの上に置くだけで検査開始 |
- 検査開始はフットスイッチ
 |
4.[安心のアフターサービス]
検査機を制御するパソコンはROM化し、万が一の故障時の対応性を考慮。
 |
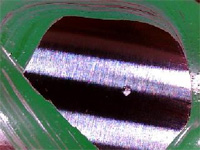
外環不良検出の様子
1.[ピンホール]
マイクロスコープの画像
 |
 |
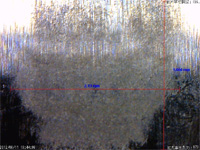
検査機が捉えたピンホール
 |
| サンプルでは0.15mm×0.15mm以上、および0.15mm未満0.03mm以上のピンホールをNGとして検出するよう設定 |
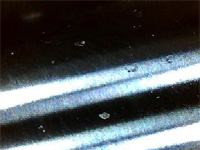 |
| サンプルでは上記画像のように、10mmx10mm四方に3個以上のピンホールが有る場合もNGとして検出するよう設定 |
2. [線傷]
マイクロスコープの画像
 |
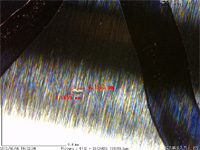
検査機が捉えた線傷
 |
| サンプルではシャープペンシル先端より0.5mmHB芯を1.5mm出して、ひっかかりのある傷をNGとして検出するよう設定 |
3.[スクラッチ]
マイクロスコープの画像
 |
検査機が捉えたスクラッチ
 |
| サンプルでは線傷同様、 シャープペンシル先端より0.5mmHB芯を1.5mm出して、ひっかかりのある傷をNGとして検出するよう設定 |
4.[打痕]
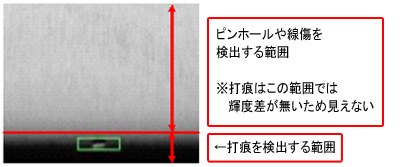
※ここでいう打痕とは表面を押したような傷で、表面にメッキが残っている状態のものを指します。
打痕は正常な表面部分との輝度差が少なく 検出難易度が高くなります。
そのため打痕の検査はピンホール、線傷などとは別に、専用の検査モードを設けています。
打痕モードONの場合は、通常の検査時間のおよそ2倍(φ12.5-L200で約43秒)
マイクロスコープの画像
 |
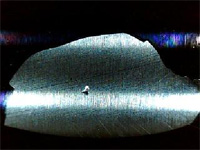 |
検査機が捉えた打痕
 |
 |
外環不良検出の原理
外観不良検出の基本原理は、撮像画面を2値化で処理し、濃淡値差がある部分を傷として判別する。
従来は表面の小さな傷を検出するために濃淡値検出レベル(しきい値)を下げると、表面の油膜やゴミを傷として誤検出してしまう傾向があった。
外観不良の種類ごとに検出アルゴリズムを設定することで、外観不良だけを超高精度で検出可能とした。
 |
外観不良の検出には
- 検出アルゴリズム
- 撮像画像の2値化処理(暗欠陥)
- しきい値設定
- 局所平均化
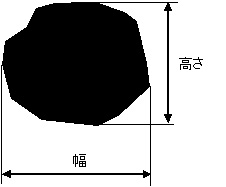
- 外観不良部の高さ
- 外観不良部の幅
- 外観不良部の面積
- 矩形連結
これらを組合せて、外観不良を検出する
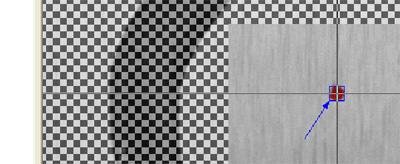
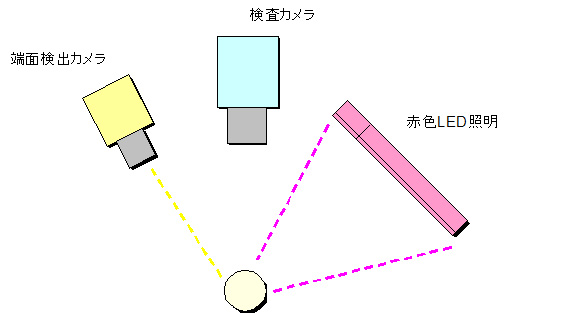
端面検出機能
 |
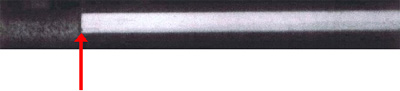 |
矢印部のように、メッキ部とそうでない部分の濃淡値差を利用し、検査範囲を端面検出カメラで自動的に検出する。
リバンプ・ストッパーの有・無も、この機能によって検出可能。端面検出機能は、段取りを省力化するための重要な要因のひとつである。
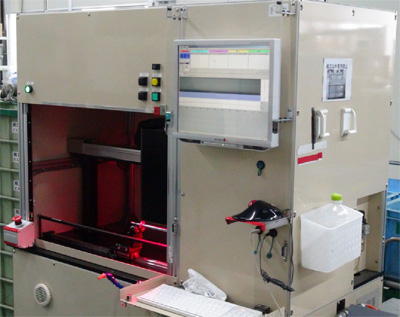
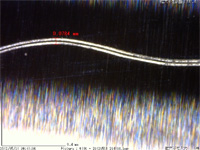
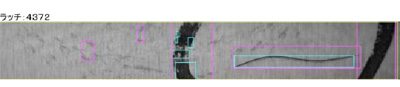
検査結果画面
検査機本体に装備されているモニターには、常に下のような画像が表示される。
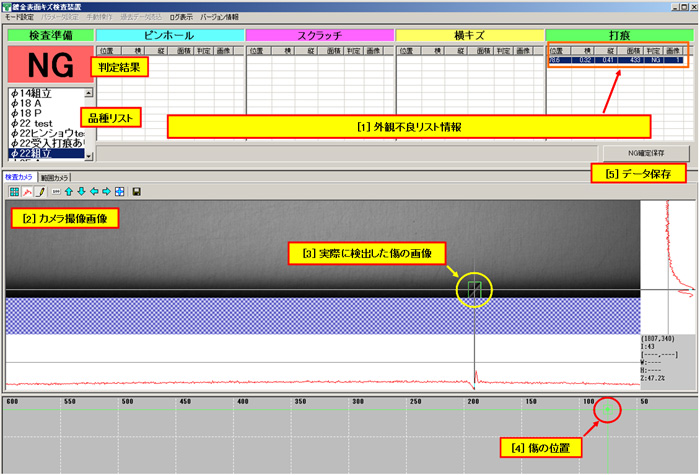 |
- [1] 外観不良リスト情報
- 外観不良の「位置mm」「横mm」「縦mm」「面積pixel」データ。面積は外観不良の大きさをpixel数で表示。
横と縦は1画素( 1pixel ) =6.74μmから換算したデータ。外観不良が複数ある場合は、それぞれのデータを選択して確認可能。
- [2] カメラ撮像画像
- 検査中のピストンロッド表面画像を、リアルタイムで表示(2値化処理画像)。
- [3] 実際に検出した傷
- 画像では周辺との輝度差があり、波形グラフには乱れがあらわれる。
- [4] 傷の位置
- 波形グラフの下の数字は、ピストンロッド先端からの距離を示し、傷がおよそ80mmの位置にあることを示す。
- [5] データ保存
- データはOK、NG問わず自動保存。「NG確定保存」を押せばフォルダを分け保存も可能。
データ保存容量=約20,000本分
※外観不良の数(画像枚数)により保存可能なデータ量は変わります。保存したデータはUSBメモリにて取出し可能。
手動機タイプ概略図
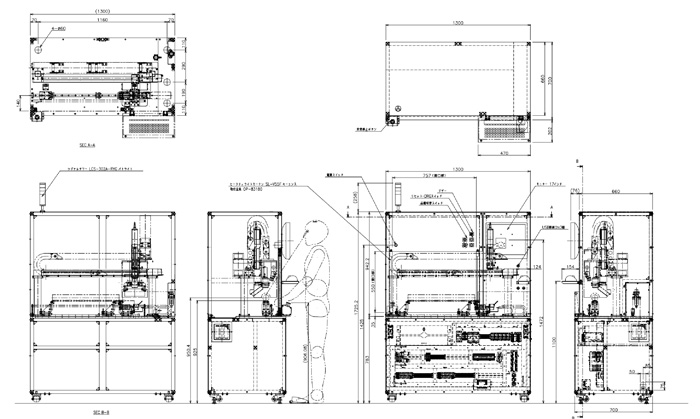 |
【オプション】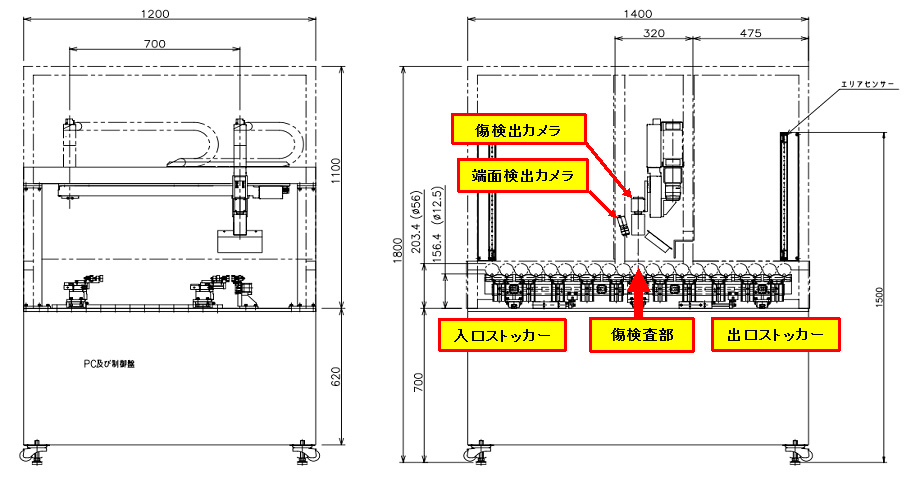 |
仕様
 |
設備仕様
| 検査直径(mm) | φ12.5 ~ φ56 (硬質クロムメッキ後) ※φ12.5以下、検証のうえ対応判断 |
|---|---|
| 検査L寸(mm) | 80 ~ 600 |
| 設備主要寸法 | 1300×700×1725.2 |
| 本体質量(kg) | ≒350kg |
| 電源仕様 | 日本 単相100V 50HZ / 中国 単相220V 50HZ |
| 検査方法 | ROD回転 画像処理 傷検出 |
| 検査カメラ | BASLER社製 シャッター速度 1/5000秒 1画素(pixel) = 6.74μm Resolution 2,456×2,058 = 500万画素 レンズ モリテックス社製 |
| 端面検出カメラ | BASLER社製、レンズ モリテックス社製 |
| 品物 set方法 | 基本仕様 手動 OPTION にて自動ローディング機 |
| その他標準仕様 | 三菱製PLC 、IAI製 ロボシリンダ ORIENTAL製 ROD回転モータ KEYENCE製 安全エリアセンサ シグナルタワー / 埃除けエアブロー装置 OK,NG ブザーお知らせ機能 自動データ保存 (USBで取出し可能) |
生産性スペック
- タクトタイム
- φ12.5 検査L寸 200mm :17 秒(※43秒)
- φ22.0 検査L寸 200mm :24 秒(※54秒)
- < 周速 64mm/ (※周速7.5mm/sec)>
※打痕傷検査モードをONにした場合の時間と周速。打痕傷の性質上、ピンホールや線傷より検出に時間を要します。
- 注意事項
- 本設備で傷検査を開始する前に品物表面に付着した油分、ゴミは清潔に取り除く必要があります。